木门门框角部加工专用数控锯钻机的研发
(1. 上海跃通木工机械设备有限公司,上海 201505;2. 中国林科院木材工业研究所,北京 100091)
摘要:为解决木门产业发展与机械化制造水平的矛盾,根据木门制造企业对门框加工装备的实际要求,研究了机床的技术方案、参数、结构以及U型锯切技术,开发了集锯切、钻削于一体的数控门框角部锯钻专用装备。一次装夹定位可完成45°角部定长锯切、定位孔以及连接件安装孔加工等工序,适用于不同种类、规格门框的加工。
关键词:门框;数控;锯钻机;U型锯切;一次装夹
中图分类号:TS642 文献标识码:A 文章编号:1001-8654(2013)01-0000-00
Development of Computerized Numerical Control Cutting and Drilling Machine
for Wooden Door Frame
YAO Yao1,YAO Yong-he1,ZHANG Zhang-kuan2,LI Wei-guang2
(1. Shanghai Yuetong Woodworking Machine Equipment Co.,LTD,Shanghai 201505, China;
2. Research Institute of Wood Industry, Chinese Academy of Forestry,Beijing 100091, China)
Abstract: Aimed at the conflict between the requirements of market development and backward processing methods in wooden door manufacturing industry, according to the actual processing requirements of wooden door companies on the door frame processing, the authors develop the numerical control machine for door frame cutting and drilling. Use of advanced techniques of computerized numerical control tools, sets of sawing and drilling at an organic whole,sawing fixed-length at corner 45 °, drilling positioning holes and drilling the connect mounting hole processing can be done with a single position clamping. The machine is suitable for machining of different kinds of wooden door frame.
Keywords: wooden door frame;computerized numerical control;cutting and drilling machine;U type sawing;a single position clamping
未来10~20年是我国居住需求的高峰期,预计到2020年,城镇住房面积将达到280~300亿 m2,届时家装行业每年产值将过万亿元,并以每年20%~30%的速度增长[1-2]。家装行业的迅猛发展,为木质门产业带来巨大的发展机遇。截止2011年,我国木质门产值已逾800亿元人民币,产量和产值均居世界前列[3]。然而,相对于庞大的市场容量,我国木质门专用加工装备发展却相对滞后,很少有木质门制造的专用装备[4]。
门框是木质门结构中的重要部件之一,由2个边框和1个上框组成。边框和上框通过金属连接件或圆棒榫连接,多为45°斜角接合。门框的结构和种类因造型设计而变化较多,且在门框上需做角部连接、锁孔、铰链槽等加工。在传统木质门生产中,这些加工被分成多个工序进行,使用的设备简易,加工精度低,易造成加工误差累积,影响木质门的质量和安装精度[5]。虽然国外已有加工组装后门框的专用设备,但设备投资和维护成本均较高,大多木质门加工企业难以承受。
鉴于此,笔者利用U型锯切技术,开发出数控专用机床,通过一次装夹,即可完成45°角部定长锯切、定位孔和连接件安装孔等的加工,从而提高木门的加工精度和生产效率,推动我国木门制造产业的创新及升级。
1 门框角部锯钻机的结构与工作原理
1.1 总体结构
门框角部锯钻机的主要组成部分,如图1所示。
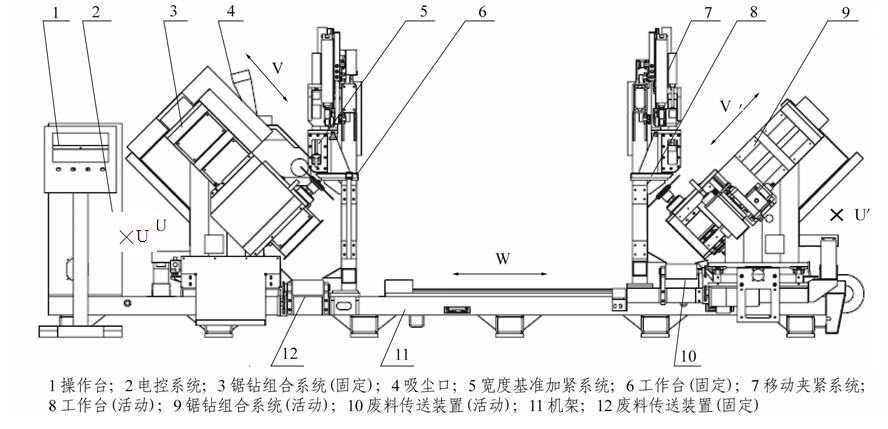
图1 门框角部锯钻机的结构示意图
Fig. 1 Schematic diagram of door frame cutting and drilling machine
图1所示,机床的数控加工共有5个主轴,分别是控制右侧工作台和锯钻组合系统横向运动的W轴;与W轴在水平方向垂直、控制左右两侧锯钻组合系统的U轴和U'轴;左右两侧成45°斜向运动的V轴和V'轴。该机床采用可编程逻辑控制器(Programmable Logic Controller,PLC)作为控制系统,触摸屏为人机界面,利用标线器在门框长度方向进行定位,在门框宽度方向安装有基准检测开关,以确定夹紧的动作顺序,确保工件夹紧精确可靠。采用填表的方式输入加工程序,依据加工门框的种类和规格,修改加工程序。
主要技术参数如下:
工件加工长度600~2 500 mm;工件最大宽度500 mm;工件最大高度110 mm;锯片直径220~250 mm;锯轴转速2 800~5 600 r/min;钻头夹头直径1~10 mm;锯切电机功率3.7 kW;定位孔电机功率1.5 kW;安装孔电机功率0.5 kW;加工精度:角度(45±0.2)°,长度±0.1 mm。
1.2 主要部件构成及其工作原理
1.2.1 锯钻组合系统
锯钻组合系统的结构如图2所示。

图2 锯钻组合系统结构示意图
Fig. 2 Schematic diagram of cutting and drilling system
锯钻机共配备了2组锯钻组合系统,结构相同、左右对称。其中一组固定不动,另外一组可根据加工门框的长度,在伺服电机的驱动下,随活动工作台移动到相应位置。
伺服电机驱动滚珠丝杠带动机座,在直线导轨上实现锯钻组合系统U轴方向的水平运动;伺服电机驱动滚珠丝杠,带动锯片和连接孔加工刀具,在直线导轨上实现V轴方向45°斜向运动。
工作时,首先锯片进退气缸伸出,在U轴和V轴的配合下,变频电机驱动锯片完成对门框端部45°角部的U型锯切;锯片进退气缸退回,钻孔进退气缸伸出,变频电机驱动钻头钻削定位孔,孔深由钻孔进退气缸的伸出量调节,定位孔间的距离由U轴控制,定位孔中心位置相对于门套主板横截面水平中心线的距离,需手动调节。
定位孔加工完成后,钻孔进退气缸退回,连接孔刀具进退气缸带动两端为对称刀头的连接孔加工刀具伸出,在直流电机驱动下,加工左右两侧门套贴脸板的连接孔,连接孔的深度由U轴控制。加工完成后,连接孔刀具进退气缸、锯钻组合系统退回,准备下一工件的加工。
1.2.2 压紧系统
机床压紧系统分为:宽度基准夹紧系统和移动夹紧系统2部分(图3),每部分均由结构相同、左右对称的两组构成。其中一组固定不动,另外一组可依据加工门框的长度,随活动工作台移动至相应位置。

图3 宽度基准夹紧系统和移动夹紧系统结构示意图
Fig. 3 Schematic diagram of base width clamping system and move clamping system
1)宽度基准夹紧系统
宽度基准压紧系统为加工工件时基准面一侧的夹紧系统。工作时,压紧系统由固定座固定在工作台上,门框贴脸板一侧面紧靠宽度基准压紧系统的定位基准面上,主板压紧块通过主板压紧气缸垂直作用在主板内表面,贴脸板压紧气缸带动侧向压紧钳和垂直压紧块向下运动,将门框贴脸板向下压紧,侧向定位气缸带动侧向压紧钳,向定位基准面方向运动,再在侧面将贴脸板勾紧。
2)移动夹紧系统
相对于宽度基准压紧系统,可移动夹紧系统与宽度基准夹紧系统同时作用,夹紧门框的另一侧。
工作时,垂直气缸带动垂直托板向下移动,至挡板下边缘距离工作台5 mm时停止;侧向气缸带动水平托板水平运动,至挡板接触门框贴脸板外侧面时停止,工作原理与宽度基准夹紧系统相同。
将门框主板和贴脸板连接在一起后,利用宽度基准夹紧系统和移动夹紧系统,采用多方位定位块固定,保证贴脸板与主板的夹角为直角,且一次定位加工完成,大大减小了门框贴脸板与主板多次加工定位所造成的误差,从而确保门框的上框和边框拼接严密。
2 关键技术的应用
2.1 高精度U型锯切技术
为防止门框表面装饰材料在锯切过程中崩边,采用U形锯切法。通过U向数控轴完成水平运动,V向数控轴驱动完成上下运动,从而实现锯片围绕工件进行U型锯切,如图4所示。位置1-2和5-6的锯切使用锯片下部;2-3位置的锯切使用锯片左部;3-4位置的锯切使用锯片上部;4-5位置锯切使用锯片右部(图5)。因此,在锯切过程中,锯齿进入工件的方向均是由外向内,锯齿对工件表面的作用力亦是由外向内,可有效避免锯切过程中门框装饰材料表面崩边。


图4 门框横截面及U型锯切路径 图5 锯片锯切象限示意图
Fig. 4 Transverse of door frame and U type sawing path Fig. 5 Schematic diagram of sawing quadrant
2.2 U型锯切防断面锯痕台阶技术
在锯切中,受锯片机械制造精度和锯片摩擦热变形等因素的影响,锯片平面与运动平面不能完全重合,会在锯切断面上形成台阶状锯痕。采用U型锯切防断面锯痕台阶机构(图6)后,锯片安装在有旋转支点的驱动锯片电机前端,电机后端通过活塞杆与气缸连接。其工作原理:当锯片平面与运动平面不重合时,气缸控制锯片可围绕AB轴(图5)倾斜一定角度,当进行1-2,5-6,2-3方向锯切时,使用下、左部分锯片,此时气缸活塞杆缩回;当进行3-4,4-5方向的锯切时,使用上、右部分锯片,气缸活塞杆伸出,始终保证锯片与运动平面完全重合,从而实现消除锯痕的加工。

图6 U型锯切防断面锯痕台阶机构示意图
Fig. 6 Schematic diagram of avoid kerf mechanism in U type sawing
2.3 U型门框多方位装夹定位技术
利用压紧块与压紧钳多方位固定,确保一次装夹定位,即可完成门框的U型环绕锯切、定位孔和连接件安装孔等的加工(图7)。

图7 U型门框多方位装夹定位示意图
Fig. 7 Schematic diagram of multiple clamping positioning for U type door frame
将门框置于工作台面上,左贴脸板侧面紧靠基准平面,挡板紧靠右贴脸板的外侧,并沿E方向施力,使垂直压紧块分在左、右贴脸板,主板上作用A、D、F、G方向的力,压紧钳在左、右贴脸板分别作用B、C向的力,从而使贴脸板与主板夹角始终为直角,保证了加工精度。
3 加工效率和成本分析
目前国内门框的加工以手工制作为主,分成锯切、钻孔、开锁槽、开铰链槽等多个工序,产量为60~70套/d,需要5~6个工人。使用数控门框锯钻机后,前期费用增加60万元左右,日产量可增至350套,合计减少约20名操作工人(日产70套,可减少3~4人)。在最大产能情况下,以工资100元/d计,1年节约人工费用61万余元。因此,可在1.5年内可收回投资成本。同时,门框的加工精度亦有明显提高。
4 结论
1)数控门框角部锯钻机采用U型锯切技术、U型锯切防断面锯痕台阶技术及多方位装夹定位技术,通过一次定位装夹,实现45°角部定长锯切、定位孔及连接件安装孔的加工。
2)目前国内还未有同类设备,与手工加工方式相比,采用该机床后,生产效率可提高5倍以上。与国外同类产品相比,锯钻组合系统无需通过旋转V轴,即可在一台机床上完成门框左右边框的加工,且产品价格仅为国外同类产品的1/3,应用和推广前景广阔。
3)门框的结构种类很多,在门框上所做的加工亦较多,还需进一步研制开发集门框45°角部定长锯切、定位孔和连接件安装孔加工、以及钻锁孔、铰链槽加工于一体的数控专用机床。
参考文献:
[1] 许方荣. 我国木质门产业现状与发展趋势[J]. 林产工业,2011,38(2): 9-12.
[2] 吕斌,付跃进,张玉萍. 我国木质门行业的发展现状与趋势[J]. 木材工业,2008,22(5):17-20.
[3] 李东妍. 我国木质门行业要过五道门槛[J]. 中国林业产业,2010(7): 38-40.
[4] 姚永和. 创新带来发展力[N]. 中国绿色时报,2006-01-12( B01).
[5] 花军. 现代木工机床设计[M].哈尔滨: 东北林业大学出版社,2004: 135,10.
(责任编辑 张一萍、姜 征)
